Neben den eigentlichen Geräten zur Druckluftaufbereitung sind die Elemente, in denen die Druckluft zwischen den Aufbereitungsgeräten oder dann letztlich zum Verbraucher transportiert wird, ebenso wichtig für die Zuverlässigkeit und Effektivität einer Anlage.
Zu diesen Elementen gehören drei wesentliche Gruppen:
· die Schläuche,
· die Rohre und
· die Verschraubungen.
Für die richtige Auswahl der Produkte ist es unbedingt erforderlich, die Einsatzbedingungen des Gerätes oder der Anlage zu berücksichtigen und sie mit den technischen und technologischen Eigenschaften der Produkte abzugleichen.
Trotz zahlreicher technischer Hilfsmittel, die für eine Auswahl zur Verfügung stehen, wird aber noch häufig Potential zur Optimierung verschenkt. Vor allem aus zwei Gründen: einmal, weil die erreichbaren Verbesserungen durch eine fachgerechte Auswahl häufig unterschätzt werden und zum anderen, weil auch die Möglichkeiten der Einflussnahme auf Zuverlässigkeit und Effektivität noch zu wenig bekannt sind.
Im folgenden Anschnitt deshalb die wesentlichen Dinge dazu. Die Berechnung und Auswahl der jeweils optimalen Baugrößen der Produkte, die am Ende eines Auswahlprozesses erfolgt, wird später im Kapitel "Auswahl und Dimensionierung" dieses Handbuchs besprochen.
Allgemeine vorbereitende Überlegungen
Die Auswahl der Verbindungstechnik für eine Anlage wird von drei wesentlichen Fragestellungen geprägt:
· Umgebungs- und Einsatzbedingungen
Die Frage nach den Umgebungs- und Einsatzbedingungen steht ganz am Anfang des Auswahlprozesses, denn davon hängt es ab, welche Produkte überhaupt für eine Lösung zur Verfügung stehen. Abgesehen davon, dass nicht alle Hersteller eine ausreichend breite Materialauswahl bieten, sodass beispielsweise ein Einsatz in der Produktion von Lebensmitteln oder dauerhaft im Freien möglich ist, sind häufig auch nicht alle angebotenen Produkte in allen Materialvarianten verfügbar.
Damit gilt bei der Auswahl konkreter Produkte also der erste Blick den Materialeigenschaften der Verbindungstechnik.
· Bau- und Ausführungsformen
Um in einer Anwendung die optimalen pneumatischen Verbindungselemente zum Einsatz zu bringen, ist auch deren richtige Bauform mit entscheidend – sowohl für den Betrieb als auch für eine effektive Inbetriebnahme einer Anlage. Wichtig sind hierbei Aspekte wie der beanspruchte Bauraum, Strömungs-, Druck- und Leckageverluste.
Genauso sollte aber bereits in der Planungsphase bedacht werden, welcher Aufwand für die Installation der Anlage erforderlich ist – beispielsweise hinsichtlich der Anzahl der Verschraubungen, der Art der Befestigung als schnelle Steckverbindung oder etwas auf-wendigere Schraubverbindung und ähnliches.
· Wirtschaftlichkeit
Natürlich können auch wirtschaftliche Aspekte wie der Preis, die Lieferzeiten und ähnliches dazukommen und die fachliche Auswahl beeinflussen. Um die soll es hier aber nicht gehen.
Dennoch, Wirtschaftlichkeit heißt auch, zuverlässige Lösungen zu schaffen und Qualität hat ganz konsequenter Weise ihren Preis – egal bei welchem Anbieter.
Materialeigenschaften
Flammenhemmend/ Halogenfreiheit
Für diese Begriffserklärung bietet sich ein kurzer Blick auf den Verbrennungsprozess an.
Sind Kunststoffe entsprechender Hitze ausgesetzt, dann werden sie zunächst in kleine, gasförmige Bruchstücke zerlegt. Diesen Vorgang nennt man Pyrolyse. Die bei dieser Pyrolyse entstandenen Stoffe verbrennen mit der Umgebungsluft und liefern so die Energie, die für eine weitere, kontinuierliche Verbrennung erforderlich sind. Auf diese Art können sich schon recht kleine Brandherde schnell vergrößern und auf das ganze Bauteil oder die Umgebung übergreifen.
Um Kunststoff nun schlecht brennbar zu machen, also flammenhemmend, kann man halogenhaltige Stoffe beimengen oder direkt in die Polymerstruktur einbetten. So werden beispielsweise in der Elektronik bromierte Epoxidharze verarbeitet.
Als Halogene werden die Elemente der 17. Gruppe (oder auch Hauptgruppe VII A) des Periodensystems bezeichnet – also Fluor, Chlor, Brom, Iod, Astat und das künstlich synthetisierte Ununseptium bezeichnet.
Die enthaltenen Halogene reagieren während der Pyrolyse mit den Verbindungen, die für eine weitere Verbrennung sorgen würden und binden diese. Damit entziehen sie dem Verbrennungsprozess eine wichtige Grundlage oder sorgen zumindest für einen deutlich langsameren Ablauf. Allerdings entstehen in diesem Prozess auch starke Atem- und andere Gifte. Hinzu kommt, dass das auch für den Recyclingprozess gilt, in dem solche Kunststoffe verbrannt werden.
Deshalb hat man Lösungen gesucht, die möglichst ohne Halogene auskommen.
Hier gibt es die Möglichkeit, dem Kunststoff Phosphor zuzusetzen. Dieser führt bei Hitzeeinwirkung zu einer Verkohlung der Oberfläche des Kunststoffs. Die entstehende Koksschicht schützt den darunter liegenden Kunststoff. Der Effekt lässt sich durch Beigabe von sogenannten Carbonisierungsstoffen verstärken, die zu einem Aufschäumen der Koksschicht führen. Nachteilig ist bei der Verwendung von Phosphor aber, dass der Herstellungsprozess etwas komplizierter ist. Ab einer bestimmten Temperatur führt der Phosphor zu einer oliv-grün-grauen Verfärbung der Materialien, die nicht mehr veränderbar ist.
Vor diesem Hintergrund stehen momentan zwei recht gängige Lösungen für flammenhemmende Schläuche in der Pneumatik zur Verfügung:
· Verwendung von PVC-Ummantelungen
PVC hat einen guten Flammenschutz – dieser gründet sich aber auf einen recht hohen Halogenanteil mit all den genannten Nachteilen.
Beispiel: Schlauch PAN-V0 von Festo
· Verwendung von Materialien mit Phosphorzusatz
Phosphor führt zur Verkohlung der Kunststoffoberfläche und stoppt oder verlangsamt damit den Verbrennungsprozess. Allerdings ist die Herstellung farblich gestalteter Produkte etwas aufwendiger.
Beispiel: Schlauch PUN-V0 von Festo.
Neueste Entwicklungen lassen erkennen, dass es in absehbarer Zeit Zusatzstoffe geben wird, die weder Halogene noch Phosphor enthalten.
Brandklasse/ Brennbarkeitsklasse
Der Einsatz in brandgefährdeten Bereichen erfordert nicht immer gleich ein Rohrsystem aus Aluminium oder ähnlichem. Inzwischen gibt es auch Kunststoffschläuche aus entsprechend flammenhemmendem Material.

Sehr verbreitet sind:
Brandklasse HB (Horizontal Burning Test)
Dies ist der Test mit den geringsten Anforderungen. Die Prüflinge werden horizontal angebracht und 30 Sekunden beflammt (Flammenhöhe 20 mm). Nachdem die Flamme wieder entfernt wurde, wird die Geschwindigkeit errechnet, mit der der Prüfling abbrennt – die Brenngeschwindigkeit. Die Einstufung erfolgt dann entsprechend des Wertes der Brenngeschwindigkeit.
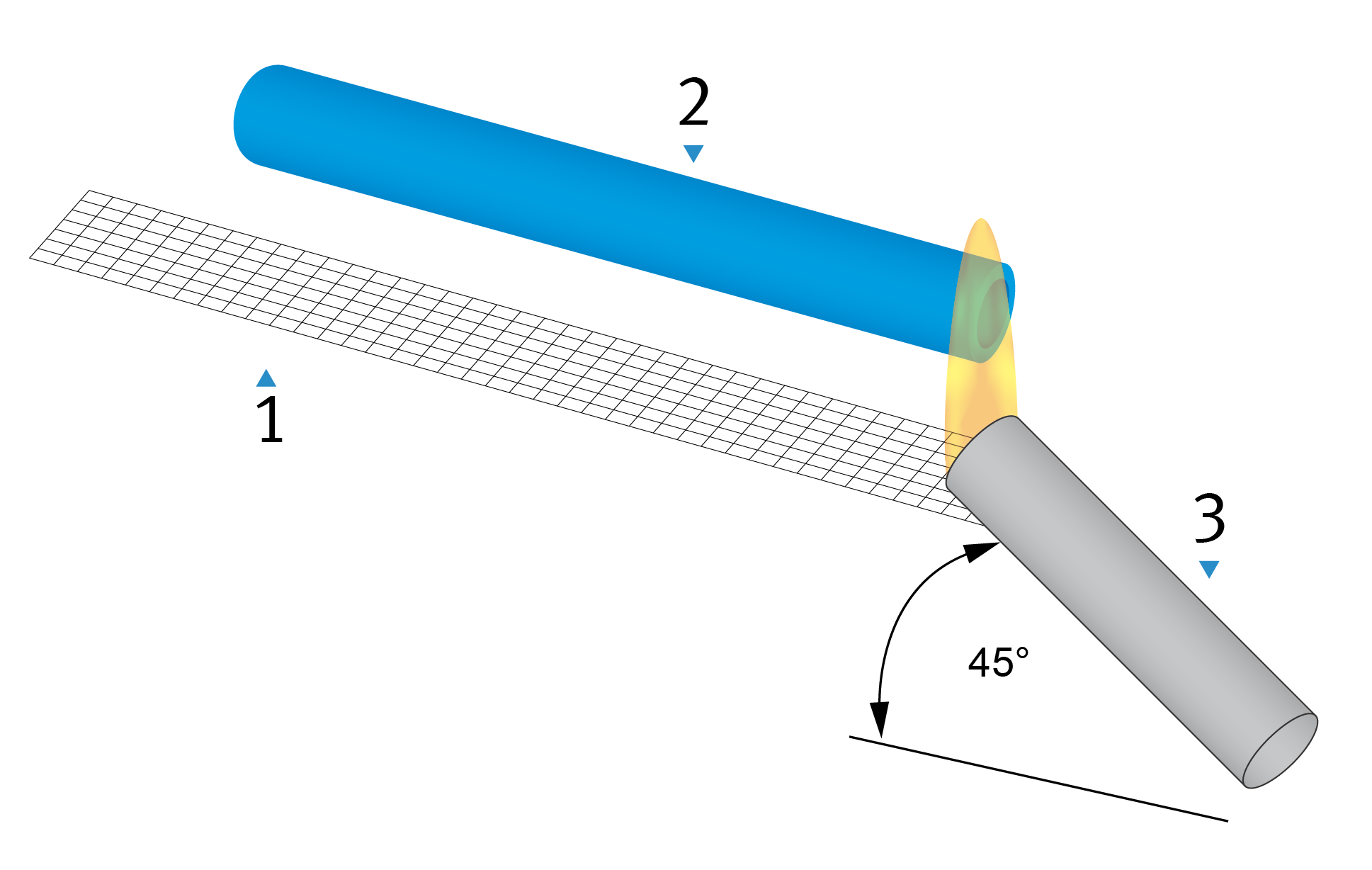
1 feines Drahtgeflecht unter dem Schlauch
2 Schlauchprobe
3 Brenner
Zum Beispiel:
HB 75: Brenngeschwindigkeit 75 mm/s (2,95"/s) /
HB: Flamme verlöscht von selbst (HB 0)
Brandklasse V0 bis V2 (Vertical Burning Test)
Bei diesem Test wird der Prüfling vertikal eingespannt und 10 Sekunden lang von unten beflammt (Flammenhöhe 20 mm). Nach dem Verlöschen der Flamme wird nochmals 10 Sekunden lang beflammt. Entsprechend den Brenn- und Glühzeiten, den abfallenden Tropfen und deren Wirkung auf darunter liegende Watte wird dann die Klasse festgelegt.
V0: Verlöschen innerhalb 10 Sekunden, kein Abtropfen von Material
V1: Verlöschen innerhalb 30 Sekunden, kein Abtropfen von Material
V2: Verlöschen innerhalb 30 Sekunden.
Darüber hinaus gibt es noch weitere Prüfungen, beispielsweise mit leistungsstärkeren Flammen (UL 94 - 5VA und - 5VB, Flammenhöhe 125 mm) oder auch die Prüfung mit elektrischen Zündquellen.
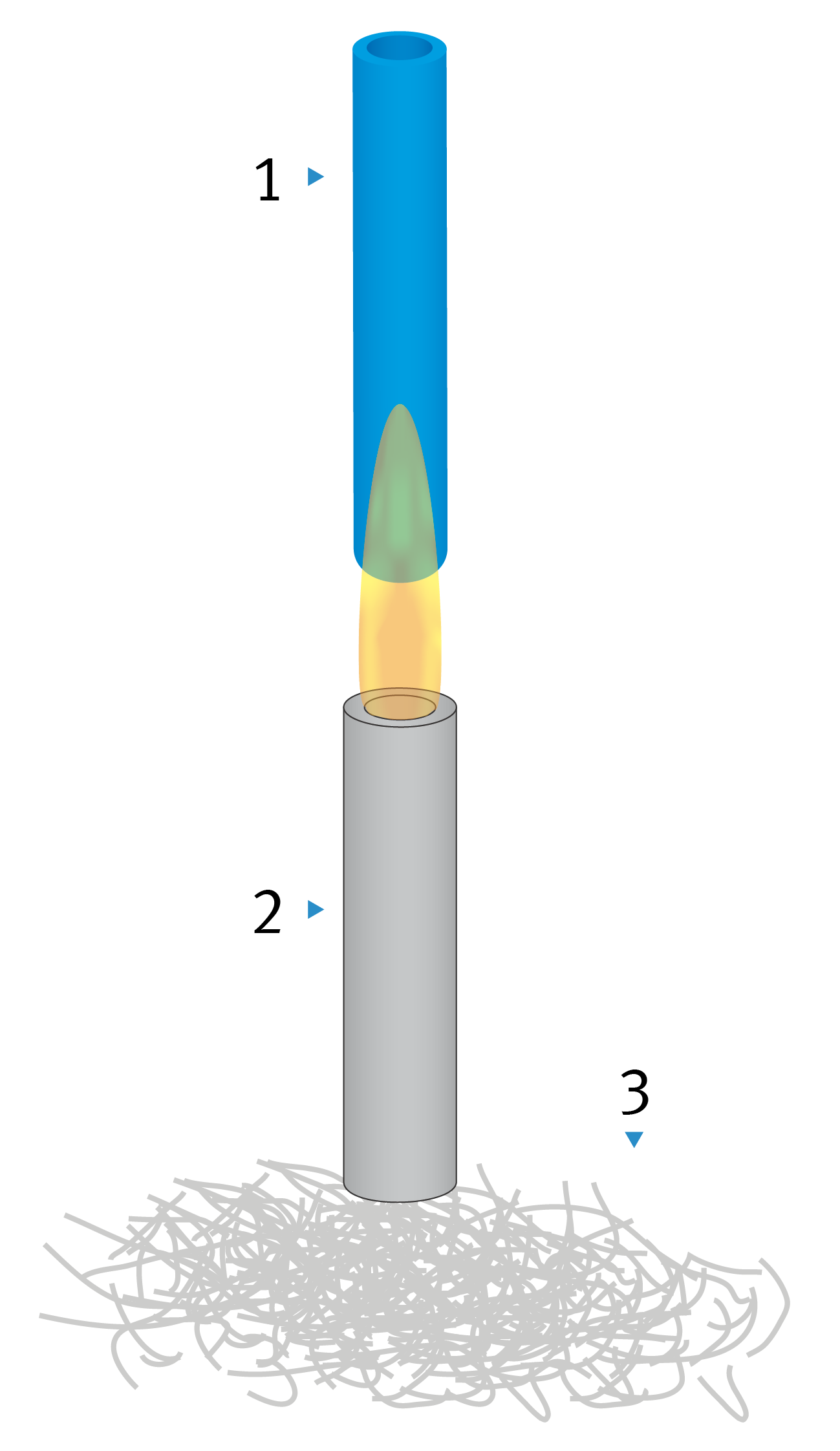
1 Probeschlauch
2 Brenner
3 Baumwolle
Antistatik
Wenn sich Ladungsträger und damit elektrische Ladung an einem Punkt sammelt und von dort nicht abfließen kann, entsteht eine positive oder negative elektrostatische Aufladung.
Solche Aufladungen kommen häufig durch Reibung zwischen Materialien zustande, die über ihre Oberfläche Elektronen abgeben oder aufnehmen können (triboelektrischer Effekt). Aber auch über festen mechanischen oder adhäsiven Kontakt werden Ladungen ausgetauscht.
Die Entladung erfolgt, sobald die Ladungen mit leitenden Materialien in Berührung kommen oder sobald das aufgebaute Potential groß genug ist und ein zweites Material mit unterschiedlichem Potential genügend nahe kommt, direkt über den Luftweg (Blitz).
Kritische Werkstoffe sind z.B. Glas, Nylon, Wolle, Blei, Aluminium, Papier, Baumwolle, Holz, Stahl, Nickel, Kupfer und Gummi mit positiver Ladung in Verbindung mit PE, PVC, Silikon und Teflon mit jeweils negativer Ladung nach dem Reibungskontakt.
Um solche Aufladungen zu vermeiden, muss also dafür gesorgt werden, dass die Ladungen ständig abfließen können. Das geht nur, wenn über elektrisch leitende Elemente, die Ladungen geerdet werden.
Hier können bei der pneumatischen Verbindungstechnik zwei Dinge eingesetzt werden:
· antistatische Schläuche oder
· Rohre und antistatische Verschraubungen (Fittings).
Antistatisch heißt hier: elektrisch leitfähig.
Antistatische Schläuche
Dazu werden bei der Herstellung der Schläuche in den Kunststoff leitende Materialien eingebettet. Dadurch erhalten diese eine Leitfähigkeit, die ausreicht, mögliche Ladungen abzuleiten. Als zusätzliche Eigenschaft wird bei diesen Schläuchen der elektrische Widerstand angegeben, der typischer Weise zwischen 10 kΩ und 10 MΩ liegt.
Antistatische Verschraubungen
Diese Verschraubungen sind aus Metall und leiten dadurch die Ladungen ab. Über die Maschinenelemente, Antriebe oder spezielle Erdungselemente werden die Ladungen dann in den Erdboden geleitet.
Lebensmittelzulassung
Stärker als in vielen anderen Bereichen gelten in der Lebensmittelproduktion strenge Vorschriften.
Insbesondere gilt das für:
· die Reinigungsfreundlichkeit,
· die Korrosionsbeständigkeit,
· die Beständigkeit gegen aggressive Umgebungsbedingungen während der Produktion und
· die Resistenz gegen intensiv wirkende Reinigungsmittel und -verfahren.
Für die Verbindungstechnik heißt das, dass sowohl die konstruktive Gestaltung als auch die Materialien so gewählt werden müssen, dass diese Ansprüche erfüllt werden. Um das zu erreichen, werden beispielsweise Verschraubungen in Vollmetallausführung mit entsprechendem Korrosionsschutz verwendet. Schläuche müssen aus einem Kunststoff gefertigt sein, der auch eine zertifizierte Zulassung hat, in diesem Bereich eingesetzt zu werden.
Gleiches gilt auch für Sauger, die für die Handhabung oder Fixierung eingesetzt werden, Aufsatzbacken für mechanische Greifer und ähnliches. Hinzu kommen dann Gestaltungsgrundsätze, nach denen die Produkte und Anlagenteile gestaltet werden. Das heißt: keine Nischen, Bohrungen, Wulste und ähnliches, in denen sich Lebensmittel absetzen können, keine rauen Oberflächen und ähnliches.
Da gerade Kunststoffe durch Abriebverhalten, Ausdünstungen, Hydrolyse und ähnliches besonders sensibel sind, gibt es hier eine Richtlinie der Europäischen Gemeinschaft – die "R 90/128/EU, Kunststoffe für Lebensmittel" – nach der die eingesetzten Materialien bewertet und zertifiziert werden.

Da aber die Erfüllung recht hoher Ansprüche auch mit konstruktivem und letztlich finanziellem Aufwand verbunden ist, gelten innerhalb des Lebensmittelbereichs abgestufte Anforderungen. Zu diesem Zweck werden drei Bereiche unterschieden:
Der Nahrungsmittelbereich (Food Area)
Das ist der Bereich, in dem die zu verarbeitenden Lebensmittel direkt mit Teilen der Produktionsanlage in Berührung kommen und anschließend wieder in den Produktionprozess zurück gelangen.
Deshalb gelten hier die höchsten Anforderungen an Material und Konstruktion.
Der Spritzbereich (Splash Area)
In diesem Bereich kommen die Lebensmittel zwar mit Teilen der Produktionsanlage in Berührung, gelangen aber anschließend nicht wieder in den Produktionsprozess zurück.
Der Nicht-Lebensmittelbereich (Non Food Area)
Anlagenteile in diesem Bereich kommen nicht mit Lebensmitteln in Berührung, müssen aber vor allem gegen die Reinigungsmittel und -technologien resistent sein.
Das Wort ist griechischer Herkunft (ursprünglich Hydrolysis) und setzt sich aus den Teilen "Hydro" für Wasser und "Lysis" für Lösung zusammen. Unter chemischem Gesichtspunkt ist die Hydrolyse die Spaltung einer Verbindung unter Anlagerung von Wassermolekülen.
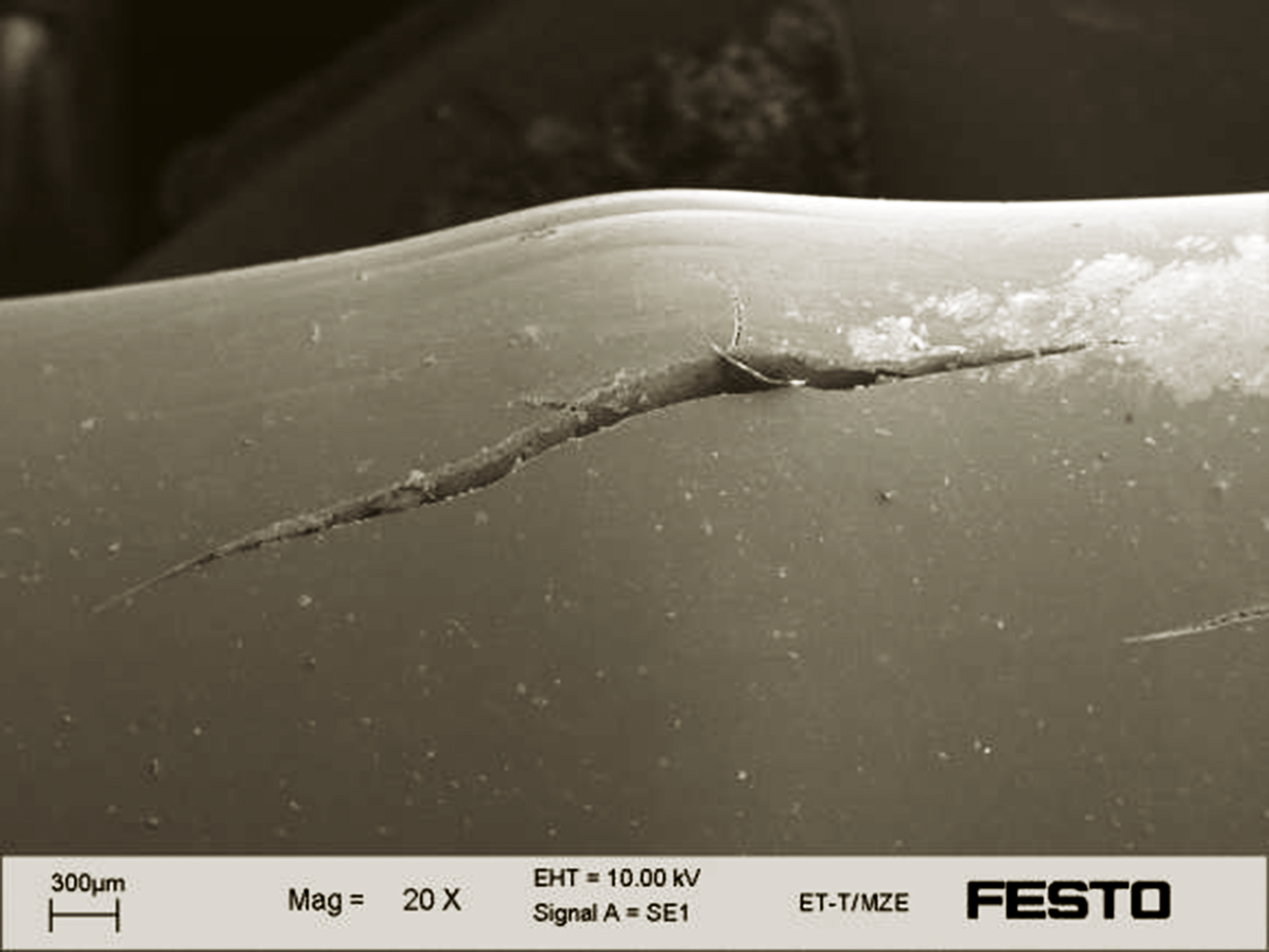
Für die Verbindungstechnik im hier beschriebenen Sinn ist die Hydrolysebeständigkeit wichtig, da sowohl in der Fabrik- als auch in der Prozessautomation die Schläuche und Verschraubungen nicht selten ständig in permanent nassen Bereichen im Einsatz sind. In der Fabrikautomation können das beispielsweise Reinigungs- oder Waschanlagen sein, die Benetzung mit Kühlwasser, Sortier- oder Transportanlagen mit Wasserbädern und vieles mehr. In der Prozessautomation können das ebenfalls Waschanlagen für Früchte oder ähnliches sein – aber auch Reinigungsvorgänge an den Produktionsanlagen.
Gerade hier kommt erschwerend hinzu, dass die Wassertemperaturen teilweise bis zu 60°C (140 °F) und darüber betragen. Speziell die Kunststoffe müssen besonders gegen eine Hydrolyse geschützt werden, da es sonst früher oder später zu einer Rissbildung und damit zur Zerstörung der Elemente kommt. Erreicht wird der Schutz durch die Modifizierung der Kunststoffzusammensetzung mit verschiedenen Stoffen und spezielle Herstellungsverfahren.
Einsatz im Freien
Für den dauerhaften Einsatz sind für Schläuche und Verschraubungen zwei Eigenschaften wichtig: die Mikroben- und die UV-Beständigkeit.
Mikroben ist ein umgangssprachlicher Ausdruck für Mikroorganismen mit einem Stoffwechsel. Dazu gehören Bakterien wie zum Beispiel Milchsäurebakterien, die bei der Herstellung verschiedener Milchprodukte eine Rolle spielen, aber auch Pilze wie die Hefe, die zum Backen oder Gären verwendet wird. Damit wird auch deutlich, dass die Mikrobenbeständigkeit von Verbindungselementen wichtig ist, sobald sie in Bereichen wie:
· Abwasseraufbereitung,
· Lebensmittelherstellung,
· Herstellung von Medikamenten wie Antibiotika,
· Herstellung spezieller Werkstoffe oder deren Bearbeitung
und ähnlichen zum Einsatz kommen.
Ebenso wie die Mikrobenbeständigkeit ist die UV-Beständigkeit ein wesentliches Kriterium für den Einsatz der Verbindungselemente im Freien. Das gilt aber nicht nur für die geographischen Gegebenheiten, die die Intensität der UV-Strahlung hauptsächlich durch die Sonnenstrahlung beeinflussen.
Darüber hinaus spielen auch die Temperatur und die Luftfeuchtigkeit eine wichtige Rolle bei der Beständigkeit. Ist beispielsweise ein Pneumatikschlauch nicht ausreichend resistent, so wird er brüchig und letztlich undicht. Aber auch die Farbe eines Kunststoffes wird nachhaltig von der UV-Strahlung beeinflusst.
Neben der eigentlichen chemischen Zusammensetzung kann auch die Einlagerung von Pigmenten den Schutz vor den UV-Strahlen unterstützen. Deshalb sind UV-resistente Kunststoffe für den industriellen Einsatz meist dunkel eingefärbt. Der Effekt ist dann vergleichbar mit der Verfärbung menschlicher Haut bei entsprechender Sonneneinstrahlung.
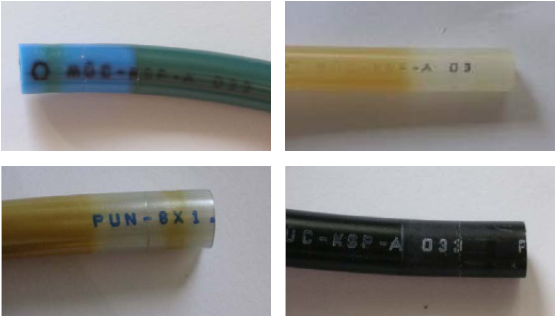
Der schwarze Schlauch ( PLN bzw. PUN-H ) blieb nahezu unverändert.
Chemische Beständigkeit
Dass Verbindungselemente mechanisch und chemisch so gestaltet sein müssen, dass sie sowohl im Bereich der Fabrikautomation, der Prozessautomation, der Lebensmittelherstellung, in der pharmazeutischen Produktion als auch dauerhaft im Freien eingesetzt werden können, zeigt bereits, dass die Vielzahl und die Verschiedenheit der chemischen, thermischen, strahlungstechnischen und mechanischen Einflüsse ganz enorm ist.
Die Hersteller befinden sich daher in einem ständigen Prozess der Produktverbesserung anhand entsprechender Tests aber auch der äußerst umfangreichen Dokumentation möglicher Einflussgrößen und der Resistenz der verschiedenen Produkte. Deshalb ist es nicht nur nützlich, sondern in der Mehrzahl der Fälle auch unerlässlich, sich vor einem Einsatz der Elemente in kritischen Umgebungen mit dem Hersteller in Verbindung zu setzen.
Die Festo AG & Co. KG bietet hier unter anderem einen Onlineservice. Dort findet man umfangreiche Tabellen, die Aufschluss über die Resistenz der Produkte gegenüber zahlreichen Chemikalien oder Umwelteinflüssen geben.
| Verbindung | Chemische Formel | PUN-H | PUN | PAN, PAN-L |
|---|---|---|---|---|
| Aceton | CH3COCH3 | - | - | + |
| Aluminiumoxid | Al2O3 | + | + | + |
| Ameisensäure | HCOOH | - | - | - |
| Ammoniak | NH3 | + | - | + |
| Anilin | C6H5NH2 | - | - | + |
| Benzaldehyd | C6H5CHO | - | - | + |
| Benzin | +/- | +/- | + | |
| Benzol | C6H6 | - | - | +/- |
| Benzophenon | C6H5COC6H5 | - | - | + |
| Bier | + | - | + | |
| Borsäure | B(OH)3 | + | - | + |
+ beständig
- nicht beständig
+/- bedingt beständig
Materialien
An dieser Stelle noch ein Wort zu den Materialien. Grundsätzlich stehen bei der Auswahl die Eigenschaften der Materialien im Vordergrund. Auf welcher Materialbasis diese verwirklicht werden, ist nur in wenigen Fällen tatsächlich von Bedeutung. Deshalb hier lediglich eine kurze Übersicht zu den meistens in den Produktbezeichnungen verwendeten Abkürzungen:
PA: Polyamid
PE/ PL: Polyetylen
PFA: Perfluoralkoxyalkan
PU: Polyurethan
PVC: Polyvinylchlorid
Bauformen
Verschraubungen und Steckverbindungen
Verschraubungen werden benutzt, um Schläuche an einen Verbraucher anzuschließen, während man mit Hilfe von sogenannten Steckverbindungen zwei oder mehrere Schläuche miteinander verbindet. Bei der Entscheidung für oder gegen einen Einsatz der verschiedenen Produkte und deren Ausführungen spielen zwei Aspekte eine maßgebliche Rolle:
Die Platzverhältnisse für:
· das Anbringen und Befestigen von Verschraubungen und
· das Anschließen und Lösen von Schläuchen
und vor allem bei größeren Anlagen, in denen viele Verbindungselemente anzubringen sind die Montagezeit für:
· das Befestigen und Lösen aller Elemente bei der Installation und im Servicefall.
Dazu gibt es drei häufig verwendete Techniken:
Die einfache Steckverbindung
Benötigt wird hier ein innenkalibrierter Schlauch (siehe spätere Erläuterungen). Durch einen kleinen Absatz vorn am Stecknippel, entsteht eine Art Widerhaken, der ein ein-faches Abziehen oder Abrutschen des Schlauches verhindert.
Vorteilhaft ist natürlich, dass es keine Zusatzteile gibt, die in irgendeiner Weise zu verschrauben oder anderweitig montiert werden müssen. Das macht diesen Verbindungstyp einfach in der Handhabung und preiswert in der Anschaffung. Nachteilig ist, dass das Abziehen des Schlauches recht schwer geht und dadurch im Servicefall umständlicher ist. Hinzu kommt, dass der Schlauch bei deutlichem Überdruck vom Nippel der Steckverbindung gerissen werden kann.
Die Überwurfmutter
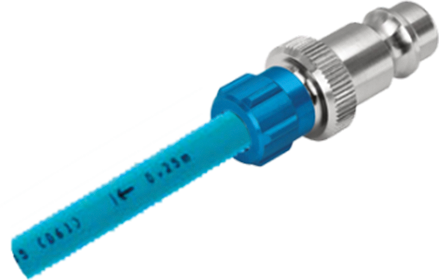

Zwar ist die Montage hier deutlich aufwendiger, aber diese sehr feste Verbindung toleriert auch einen kurzzeitigen, deutlichen Überdruck ohne dass sich der Schlauch löst. Ist diese Sicherheit wichtig, kann auch der höhere Preis und die aufwendigere Montage in Kauf genommen werden.
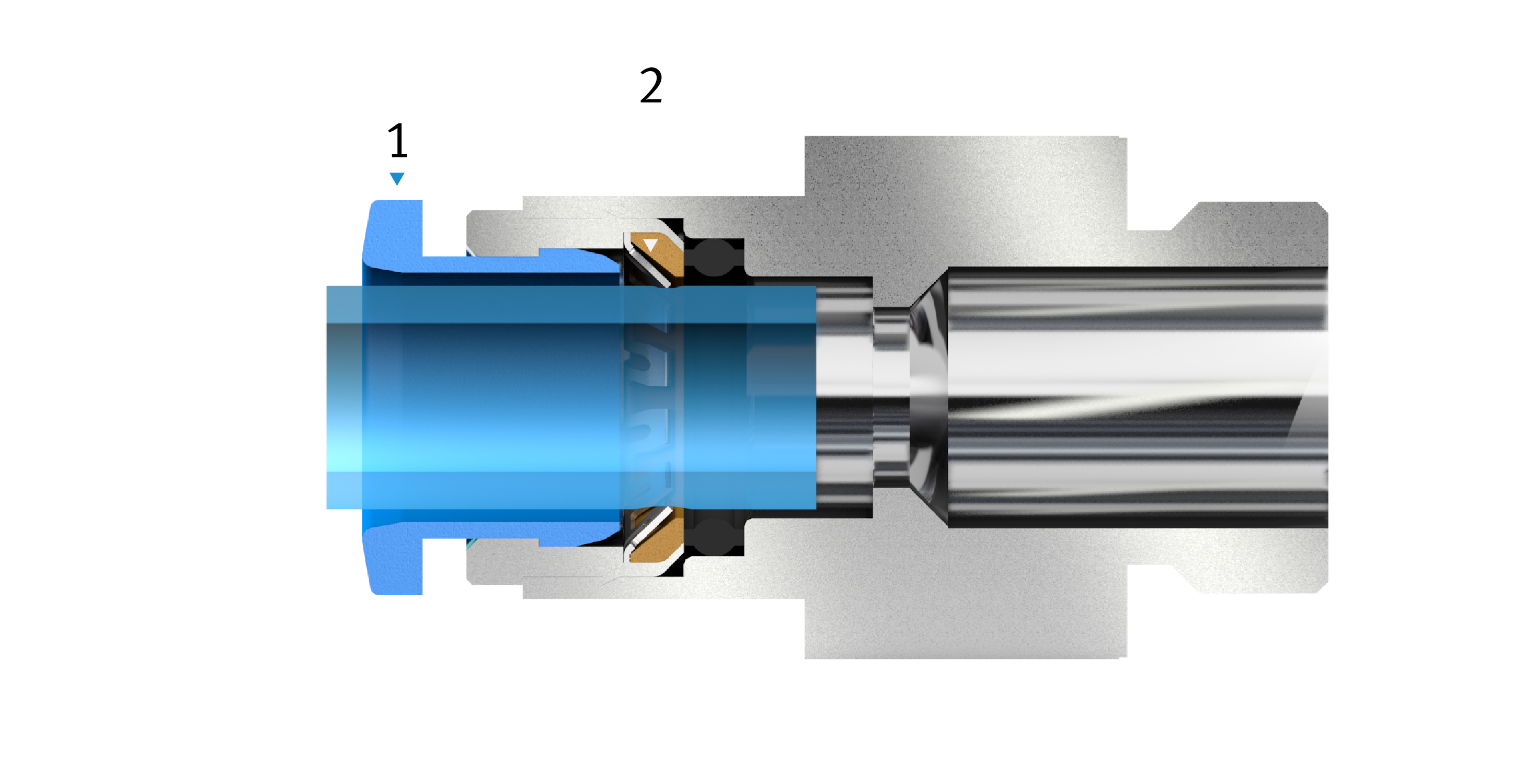
Die Quickstar-Verbindung

Diese Verbindung vereint die Vorteile der beiden vorgehend genannten Techniken. Der Schlauch wird einfach in die Anschlussbuchse eingeschoben – und fertig! Das Herausrutschen des Schlauches wird durch einen innenliegenden Klemmring mit mehreren Krallelementen gesichert. Dennoch ist das Lösen und Herausziehen eines Schlauches sehr einfach. Der außenliegende, blaue Betätigungsring wird in Richtung Buchse gedrückt, löst innen den Klemmring und der Schlauch kann einfach herausgezogen werden.
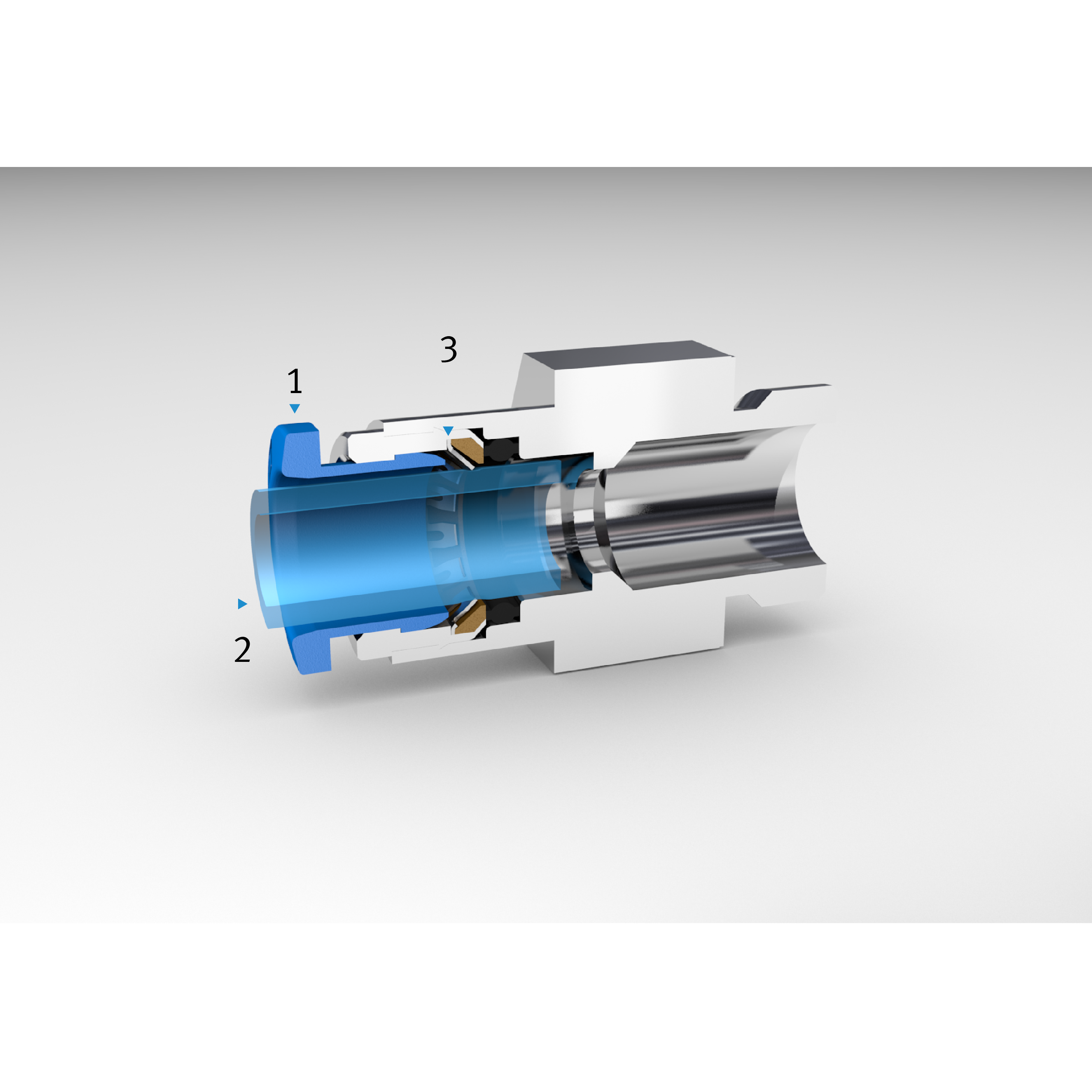
1 Betätigungsring
2 Schlauch
3 Klemmring mit Krallelementen
Das Herausrutschen des Schlauches wird durch einen innenliegenden Klemmring mit mehreren Krallelementen gesichert. Dennoch ist das Lösen und Herausziehen eines Schlauches sehr einfach. Der außenliegende, blaue Betätigungsring wird in Richtung Buchse gedrückt, löst innen den Klemmring und der Schlauch kann einfach herausgezogen werden.
Der Klemmring krallt sich in die Schlauchoberfläche und wird so zu einem Widerhaken.
1 Betätigungsring
2 Klemmring mit Krallelementen
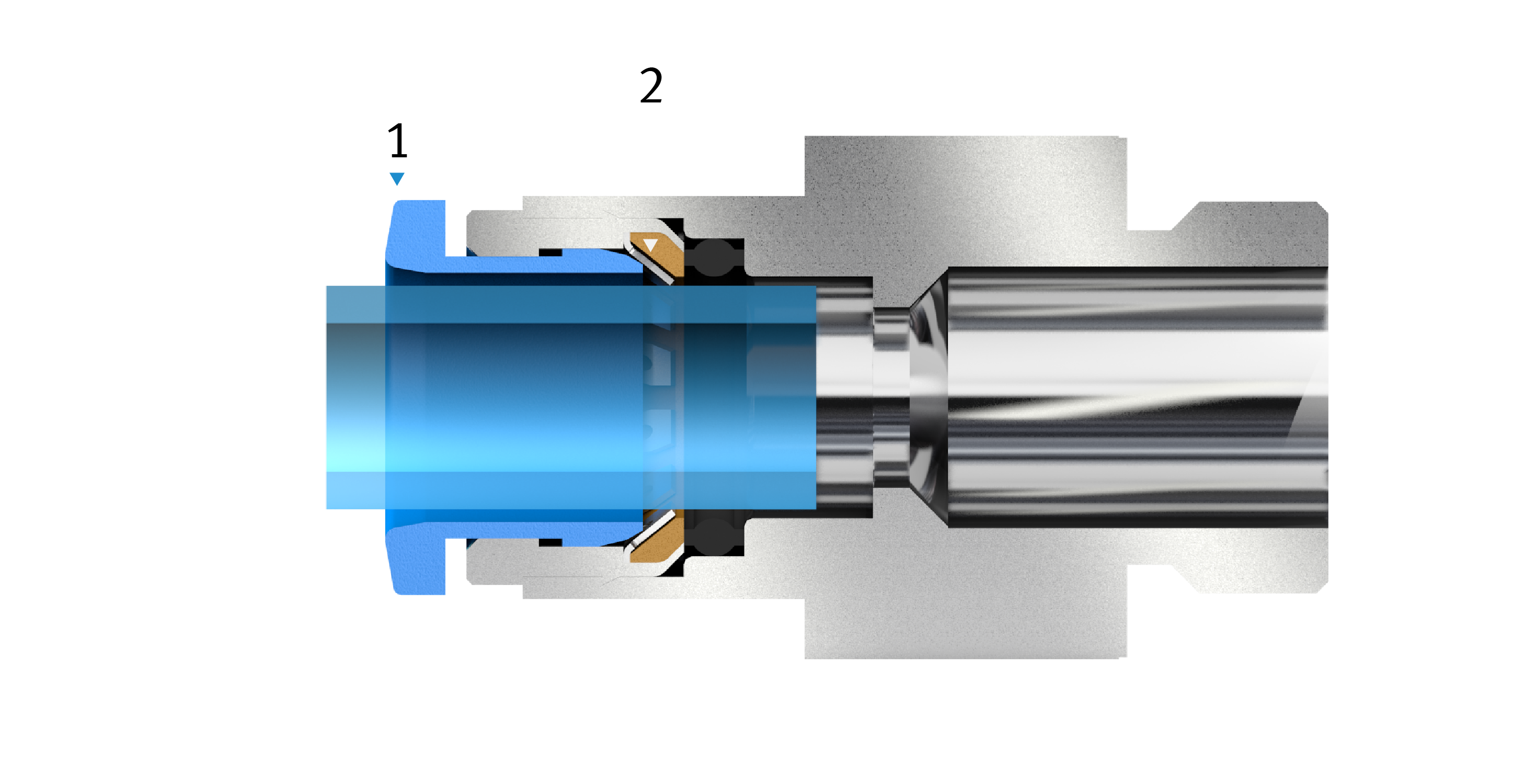
Der Betätigungsring ist in die Verbindung hineingedrückt und spreizt den Klemmring.
Damit ist der Schlauch freigegeben.
Wichtig ist, dass hier ein außenkalibrierter Schlauch (siehe spätere Erläuterungen) verwendet werden muss. Dieses System gibt es auch mit optimierten Dichtungssystemen und Materialien für den Einsatz bei höheren Temperaturen, in der Lebensmittelproduktion und in korrosionsbeständiger Version.
Grundformen
Neben diesen Anschlusstechniken spielt auch die Gestalt, d.h. die Grundform, der Anschlusselemente bei der Auswahl eine Rolle. Sie ist, wie bereits erwähnt, wegen der Platzverhältnisse in der Anlage wichtig.
Sieht man sich das Marktangebot an, so wird man feststellen, dass es neben sehr zahlreichen Produkt- und Herstellervarianten lediglich einige wenige Grundbauformen gibt.
Dazu einige Auswahlkriterien:
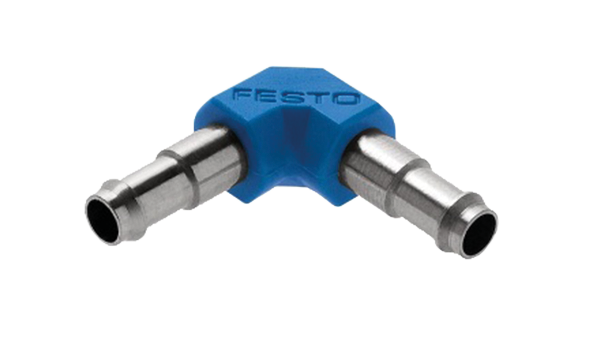
Die L-Form

Hier gibt es nur rechte Winkel. Nach dem Einschrauben kann der Abgangswinkel durch manuelles Drehen frei eingestellt werden. Zur Installation wird ein Gabelschlüssel benötigt. Deshalb ist eine Montage bei engeren Platzverhältnissen unter Umständen schwierig.
Der Schwenk-Anschluss

Dabei gibt es Ausführungen, die man bei der Montage ausrichten kann, aber auch solche, die ein permanentes Drehen im Betrieb zulassen. Die Verschraubungen von Festo beispielsweise verfügen teilweise über eingebaute Kugellager und lassen Drehzahlen bis zu 500 Umdrehungen pro Minute (500 rpm) zu.
Die Y-Form und T-Form


Die gerade Form


Einfach zur Verlängerung von Schläuchen.
Da sich der wirksame Innendurchmesser gegenüber dem Schlauch nicht ändert, sind die strömungstechnischen Einflüsse sehr gering.
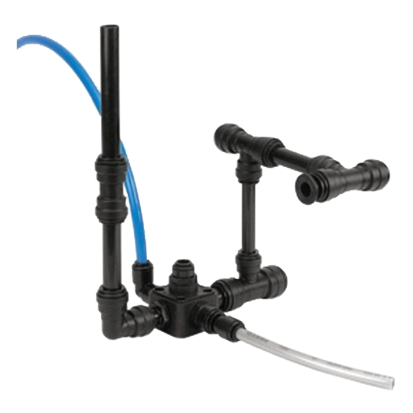
Der Verteiler

Bei einzelnen Verteilern muss man sich aber keine Gedanken darum machen. Der Einfluss zeigt sich wirklich erst bei zahlreichen Richtungsänderungen.
Schläuche und Rohre
Da sich Schläuche und Rohre in den Eigenschaften, die hier besprochen werden, nicht wesentlich unterscheiden, gelten die folgenden Ausführungen für beide Produktarten, werden aber exemplarisch an den Schläuchen besprochen.
Der "einfache Schlauch", als quasi das Standardelement zur Führung von Druckluft, hat seit seinem gleichzeitigen Einzug mit der Pneumatik in die Automatisierungstechnik Ende der 20er Jahre auch stetig Weiterentwicklungen erfahren. Neben zahlreichen Materialvarianten, die seine Resistenz gegen verschiedenste Chemikalien und Prozesseinflüsse verbessert haben, wurde auch die mechanische Haltbarkeit immer weiter erhöht. Das gilt sowohl für kurzzeitige Beanspruchungen mit hohen Drücken als auch beispielsweise für Knickbelastungen, Zug, Quetschungen und anderes mehr.
Aber auch die immer weiterentwickelten Herstellungsverfahren bezüglich Effektivität, Maßhaltigkeit und technischer Umsetzungsmöglichkeiten haben dazu geführt, dass der Pneumatikschlauch heute ein äußerst modernes Produkt mit zahlreichen Varianten und einem enormen Einsatzspektrum ist.
Im folgenden eine kurze Übersicht zu weit verbreiteten Ausführungsformen:
Der einfache Schlauch
Hier gibt es neben Innendurchmessern von 2 Millimetern bis um die 20 Millimeter auch zahlreiche Materialien und Farben. In aller Regel sind sie sowohl für Druckluft als auch für Vakuum geeignet – dennoch sollte das vor einer Bestellung geprüft werden. Interessant sind auch beispielsweise Ausführungen, bei denen zwei farblich unterschiedliche Schläuche miteinander verschweißt sind – das spart bei der Installation deutlich Aufwand.
Im Zusammenhang mit der Auswahl einer entsprechenden Verschraubung sind beim Schlauch zwei Begriffe wichtig:
Außenkalibriert sind Schläuche, bei denen der Außendurchmesser mit einem engen Toleranzbereich gefertigt wird. Damit eignen sie sich für Verschraubungen, die am Außendurchmesser des Schlauches ansetzen. Bei der Auswahl muss man aber darauf achten, dass der Innendurchmesser den erforderlichen Volumenstrom zulässt.
Innenkalibriert bezieht sich dementsprechend auf den Innendurchmesser eines Schlauches und ist beispielsweise für Verbindungen geeignet, bei denen der Schlauch mit dem Innendurchmesser auf eine Steckverbindung aufgeschoben wird.
Der Spiralschlauch
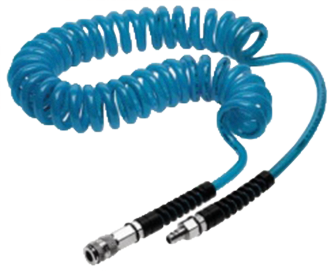
Unhandlich herumliegende Schläuche sind damit ausgeschlossen. Spiralschläuche ziehen sich auch selbst wieder zusammen - ganz ähnlich wie eine Druck- oder Zugfeder. Um dauerhafte Verformungen zu vermeiden, sollte man den Schlauch nie auf seine gesamte gestreckte Länge ziehen. Zulässig sind davon etwa 80%.
Ummantelte Schläuche
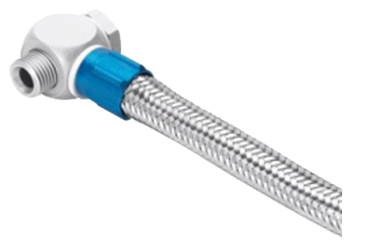
Mit Blick auf die gesamte Anlage bzw. deren Verbindungstechnik, sollte gerade bei den Schläuchen beachtet werden, dass im installierten System optisch und technisch "Ordnung" und Übersichtlichkeit herrscht. Das macht die Anlage attraktiver und erleichtert auch die Fehlersuche, Wartung und ähnliches.
Andererseits dürfen aber durch "übertriebene" Ordnungsliebe keine technischen Probleme erzeugt werden. Zu leicht werden Schläuche mit engen Kabelbindern zusammengeschnürt und dadurch die Durchflüsse reduziert. Hier sind also einige Aspekt zu berücksichtigen. Sensibel sind die Schläuche auch gegen zu enge Biegeradien oder gar ein Knicken.
Hier gilt es, zwei Herstellerangaben zu berücksichtigen:
· Der durchflussrelevante Biegeradius
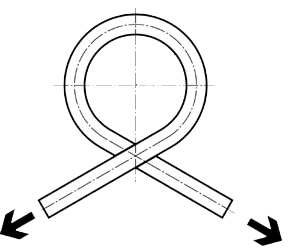
· Der minimale Biegeradius
Bei einer Unterschreitung dieses Radius wird der Schlauch quasi geknickt. Die Folge sind eine Durchflussverringerung auf nahezu null und eine mechanische, meist bleibende Verformung des Schlauches.
Beide Grenzgrößen, der durchflussrelevante und der minimale Biegeradius werden von den Herstellern aber in den Datenblättern angegeben.
Rohrsysteme
Rohre bieten sich dann an, wenn es um Durchflusswerte geht, die nicht mit einem geeigneten Schlauch erreicht werden können.
Außerdem lassen sich Rohre deutlich besser mit einer sehr glatten Innenoberfläche fertigen. Dadurch lassen sich die Strömungsverlust reduzieren. Rohrsystem bieten sich auch dann an, wenn das Druckluftsystem sehr platzsparend und "konturentreu" in der Anlage verlegt werden soll. Möglich wird das dadurch, dass die doch recht eingeschränkten Biegeradien der Schläuche hier deutlich unproblematischer ausfallen.
Mit Ausführungen aus Kunststoff oder Aluminium kann man sich auch sehr gut auf chemische, thermische und vor allem mechanische Belastungen einstellen. Allerdings darf auch nicht übersehen werden, dass die Anschaffungskosten und auch der Installationsaufwand höher sind als mit einem Schlauchsystem.